Акрил линза, PMMA Пластик линза.


Линза кертү:
Акрил линзаның төп тәлинкәсе PMMAдан ясалган, ул шулай ук Гонконг һәм Тайвань кешеләре тарафыннан басылган акрил линза дип атала.Акрил линза экструдий акрил тәлинкәгә карый.Оптик класслы электроплатингка ирешү өчен, төп тәлинкә вакуум капланганнан соң көзге эффектын барлыкка китерәчәк.Пластик линза пыяла линзаны алыштыру өчен кулланыла, җиңел авырлыкның өстенлекләренә ия, вату җиңел түгел, формалаштыру һәм эшкәртү, җиңел буяу һ.б. линза җитештерүдә.Пластик тәлинкәләр гадәттә ясалырга мөмкин: бер яклы көзге, ике яклы көзге, пластик көзге, кәгазь көзге, ярты линза һ.б. алар төрле таләпләр буенча ясалырга мөмкин.Мәсәлән, кәрәзле телефон һәм телевизор экранын көн саен күрергә мөмкин.
Линза үзенчәлекләре:
Акрил эшкәртү, термопластик формалаштыру, селкетү, блистер, эретүче бәйләү, җылылык бастыру, экран бастыру һәм вакуум электроплатасы кебек икенчел эшкәртү өчен яраклы.Уңыштан соң без акрил линза дип атыйбыз.
Акрил тәлинкә метил метакрилат мономер (MMA) белән полимерлаштырыла, ягъни полиметилметакрилат (PMMA) тәлинкә плексигласс, бу махсус процесс белән эшкәртелгән плексигласс төре.Аның "пластик королева" абруе бар.Акрилны тикшерү һәм үстерү 100 елдан артык тарихка ия.
Линзаны куллану:
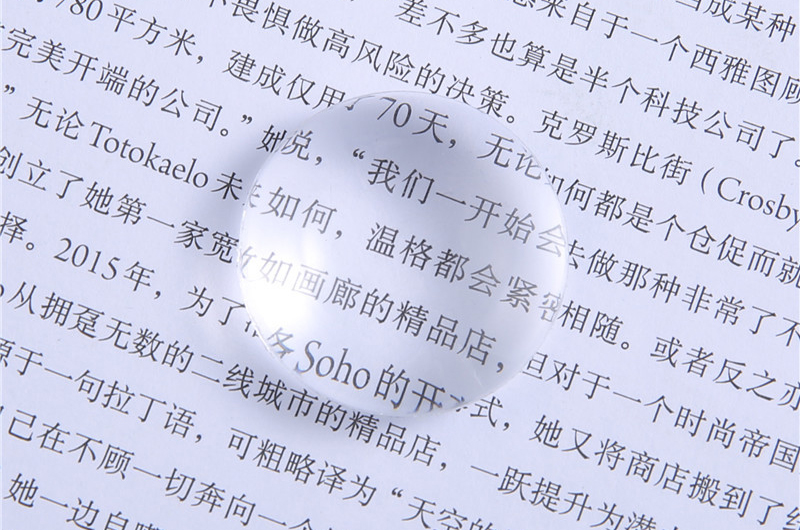
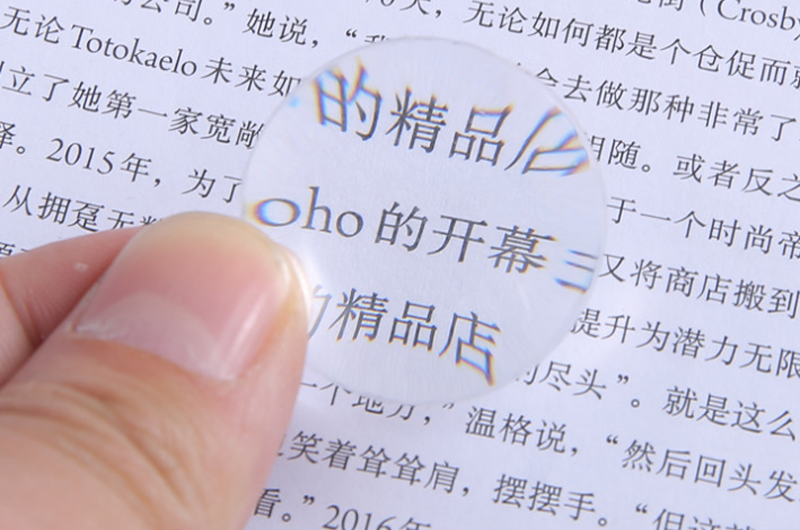
Акрил җиңел авырлык, түбән бәя һәм җиңел формалаштыру өстенлекләренә ия.Аның формалаштыру ысуллары кастинг, инъекция формалаштыру, эшкәртү, акрил термоформинг һ.б.ны үз эченә ала. Аерым алганда, инъекция формалаштыру гади процесс һәм аз чыгымнар белән күп күләмдә җитештерелергә мөмкин.Шуңа күрә ул инструмент өлешләрендә, автомобиль лампаларында, оптик линзаларда, үтә күренмәле торбаларда һ.б. киң кулланыла.
Акрил - керамикадан соң санитар савыт ясау өчен иң яхшы яңа материал.Традицион керамик материаллар белән чагыштырганда, акрил чагыштыргысыз югары яктылыкка гына түгел, ә түбәндәге өстенлекләргә дә ия: яхшы катгыйлык һәм зыян китерү җиңел түгел;Көчле реставратор, теш пастасына баткан йомшак күбек санитар савытны яңача сөртә ала.Текстуры йомшак, һәм кышын сөякне суыту хисе юк;Якты төсләр төрле зәвыкларга омтылырга мөмкин.Акрилдан ясалган өстәл бассейны, ванна һәм бәдрәф стильдә матур гына түгел, ә экологик яктан чиста.Аның нурланыш сызыгы кеше сөякләре белән диярлек.Акрил санитар савытлар АКШта беренче тапкыр барлыкка килгән һәм хәзерге вакытта бөтен халыкара базарның 70% тан артыгын тәшкил итә.Акрил җитештерүнең кыенлыгы һәм югары бәясе аркасында, базарда бик аз чыгымлы алмаштыручылар бар.Бу алмаштыргычлар, шулай ук “акрил” дип тә аталалар, гади органик такта яки составлы такта (шулай ук сандвич такта дип тә атала).Гади органик такта гади плексигласс ярак материаллары һәм пигмент белән ясала.Аның өслеге каты, түбән һәм җиңел.Яхшы ком белән бизәлгәннән соң, бизәү эффекты начар.Композит тактада акрилның нечкә катламы һәм уртада ABS пластмасса бар.Rылылык киңәюе һәм куллануда салкын кысылу аркасында җиңел.Дөрес һәм ялган акрилны нечкә төс аермасыннан һәм тәлинкә бүлегенең бизәү эффектыннан ачыкларга мөмкин.1 Архитектура кушымтасы: тәрәзә, тавыш үткәрми торган ишек һәм тәрәзә, яктырткыч, телефон кабинасы, декоратив төсле көзге һ.б. 4 Медицина заявкасы: балалар инкубаторы, төрле хирургия медицина кораллары, гражданнар мәкаләләре: кул эшләре, косметик көзгеләр, кашыклар, аквариумнар, уенчык көзгеләр һ.б. Сәнәгать кушымтасы: инструмент панель һәм каплау һ.б. рефлектор, акрил рефлектор һ.б.
Процесс үзенчәлекләре:
1. Акрилда гигроскопиклыгы булган поляр ягы метил бар.Суның үзләштерүе гадәттә 0,3% - 0,4%.Ул формалашканчы акрил тәлинкә булырга тиеш
Аны 4-5 сәгатькә 80 ℃ - 85 the шартларында киптерергә кирәк.2. Акрил формалаштыру эшкәртү температурасы диапазонында Ньютон булмаган сыеклык эффектив һәм ачык.Эретү ябышлыгы кыру тизлегенең артуы белән сизелерлек кимиячәк, һәм эретелгән ябышлык температураның үзгәрүенә дә бик сизгер.Шуңа күрә полиметилметакрилатны формалаштыру өчен, формалаштыру басымын һәм температурасын арттыру эретү ябышлыгын сизелерлек киметергә һәм яхшырак сыеклык алырга мөмкин.3. Акрил агыла башлаган температура якынча 160 is, һәм ул таркала башлаган температура 270 thanдан югарырак, эшкәртү температурасы киң.4. Акрил эретүнең ябышлыгы югары, суыту тиз, продуктлар эчке стресс тудыру җиңел.Шуңа күрә, формалаштыру вакытында процесс шартлары катгый контрольдә тотыла, һәм продуктлар формалашканнан соң дәваланудан соң кирәк.5. Акрил - аморф полимер, кечкенә кысылу һәм аның үзгәрү диапазоны, гадәттә, якынча 0,5% - 0,8%, бу югары үлчәмле төгәллек белән пластик өлешләр формалаштыруга ярдәм итә.6. Акрил кисү эше бик яхшы, һәм аның профиле төрле кирәкле зурлыкларда җиңел эшкәртелә ала.
Эшкәртү технологиясе:
Акрил кастинг, инъекция формалаштыру, экструзия, термоформинг, лазер гравюрасы, лазер кисү һәм башка процессларны кабул итә ала.
Кастинг
Кастинг формалаштыру плексигласс тәлинкәләр һәм барлар кебек профильләр формалаштыру өчен кулланыла, ягъни профильләр күп полимеризация ярдәмендә барлыкка килә.Чыгарылган продуктлардан соң дәвалау кирәк.Дәвалаудан соңгы шартлар - 2 сәгатьтә 60 at, җылылыкны 2 at өчен 120 at
Инъекция формалаштыру
Инъекция формалаштыру асылмалы полимеризация белән әзерләнгән гранулалы материалны кабул итә, һәм формалаштыру гади плунгерда яки винт инъекция формалаштыру машинасында башкарыла.1 нче таблицада полиметилметакрилат инъекция формалаштыруның типик процесс шартлары күрсәтелгән.Процесс параметрлары винт инъекция формалаштыру машинасы плунгер инъекция формалаштыру машинасы баррель ℃ температура арткы 180-200 180-200 урта 190-230 фронт 180-210 210-240 авыз температурасы ℃ 180-210 210-240 форма температурасы ℃ 40-80 40-80 инъекция басым MPa 80-120 80-130 басым тоту MPa 40-60 40-60 винт тизлеге rp.m-1 20-30 инъекция продуктлары эчке стрессны бетерү өчен дәваланудан соң кирәк, дәвалау 70-80 carried үткәрелә кайнар һава әйләнеше киптерү миче.Акрил барны дәвалау вакыты продуктның калынлыгына карап 4H тирәсе вакыт ала.
Термоформа
Термоформинг - плексигласс тәлинкә яки таблицаны төрле зурлыктагы һәм формадагы продуктларга ясау процессы.Кирәкле үлчәмгә киселгән буш форма форма белән кысыла, йомшартыр өчен җылытыла, аннары форма формасы алу өчен форма формасына ия булу өчен басым ясала.Суытканнан һәм формалашканнан соң, продукт алу өчен кыры киселгән.Вакуум рәсеме яки профиль белән типны турыдан-туры басым ясау ысулы басым ясарга мөмкин.Термоформинг температурасы 3-нче таблицада тәкъдим ителгән температура диапазонына мөрәҗәгать итә ала.Катлаулы формадагы тирән продуктлар формалаштырганда, температураны югары чиккә якын кабул итү урынлы.Гадәттә, нормаль температура кабул ителә.
Бездә Арилик линзаларның бөтен зурлыгы бар, сезгә кирәк булса, зинһар, безнең белән элемтәгә керегез, без шулай ук Арилик линзаны сезнең таләп буенча ясый алабыз.Сез рәсемне безгә җибәрә аласыз, димәк, без сезнең өчен формалар ясый алабыз.Бик зур рәхмәт.